こんにちはSHIGEMONです。
FLASHFORGEの光造形タイプの3Dプリンター、Hunterを3週間ほど使用してみて起きた失敗例をまとめてみます。
SNSなどで成功例を見ることはあるのですがなかなか失敗例を見受けられないためあえて厳選して4つ取り上げます。
なぜ4つなのかというと現時点でこの4つのどれかの失敗しか起きてないからです。
綺麗に造形するコツやノウハウはいろいろあるかと思いますがこの4つのポイントに注意をすればミスを減らすことができます。
ミスを減らすことでレジンを大幅に節約…
一部の造形ノウハウは株式会社エヌエスエスさんにご教示頂いたものです。
ありがとうございました。
関連記事:【3Dプリンター】光造形の洗浄工程とあると便利な道具一覧 / FLASHFORGE Hunter
目次
失敗例1 サポートの付け忘れ

光造形機においてのサポート材には2つの役割があります。
1つ目はレジンから釣り上げる形で造形するため(重力に逆らって造形するため)、プラットフォームから落ちないように補強する役割です。
2つ目は頂点が下を向いている箇所の造形のきっかけとしての役割です。
これはFDM式の3Dプリンターと同じ考えなのですが、いきなり空中(光造形の場合はレジン液中)にいきなり造形することはできないので、プラットフォームから造形物までをサポートで繋げる必要があります。
写真で分かるとおり頂点が下を向いている点にサポートを付け忘れていたため造形が開始されず欠けてしまっています。
造形のきっかけになるポイントには必ずサポートを付ける必要があります。
ちなみに自分がよくやるミスの中でダントツなのがこのサポート付け忘れです:D
失敗例2 サポートが細い・足りていない

個人的に2番めに多いミスですが、世間的にはこちらの方が多いかと思います。
サポートが細い、または数が少なかったため造形が開始されないパターンです。
サポートが造形物に繋がる部分が細ければ細いほど仕上げは楽なのですが、造形失敗のリスクも伴うため自分の場合は先端直径は0.5㍉以上に設定しています。
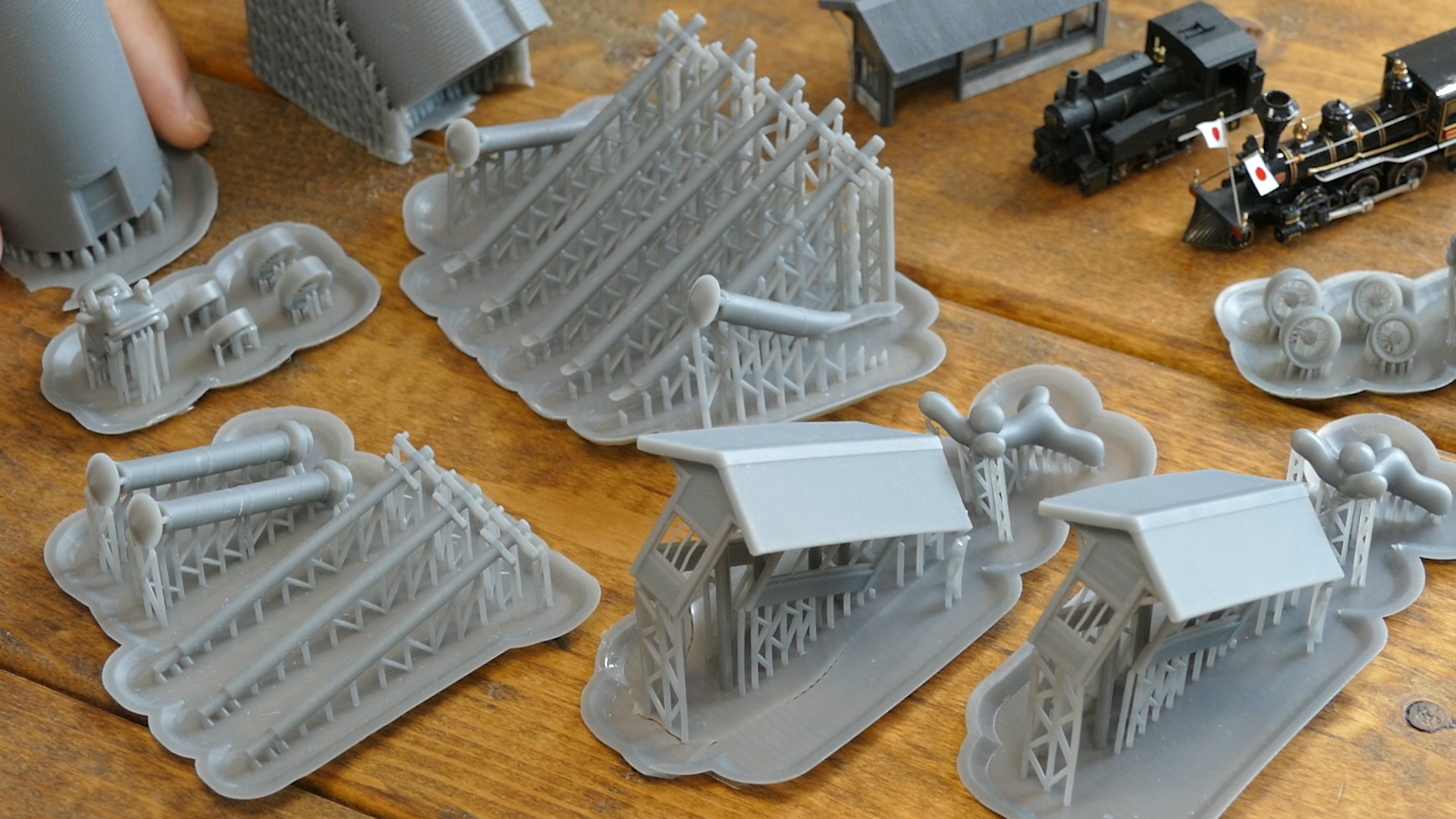
失敗(写真左)と改善したもの(写真右)を比べて頂くとわかると思いますが、失敗した方はサポートが2本だったのに対して、改善したものは同じ箇所に3倍の6本サポートを付けています。
特に造形物の最下部の頂点は、その造形物の造形のきっかけになるため、かなり頑丈にサポートを付けておく必要があります。
サポートは太く数が多ければ多いほど失敗を防ぐことができます。
ちなみに比較的細い部分を造形する際、Hunterの場合はスライサー(FLASH DLPrint)において光の強度を上げることで調整可能です。
ただし、必要以上に強度を上げると肉太りが起きたり硬化しすぎて次の層が引っ付かないというトラブルも起きます。
もちろん造形物にもよるので奥が深い…。
失敗例3 サポートが付きすぎた

サポートは多ければ多い方が良かったんじゃ…
多すぎて剥がれなくなりました。
これは自動サポート機能を用いて設定したのですが、自動サポートはサポートの太さや間隔を設定することもできます。
写真の場合はその設定がサポートが細く間隔が狭い設定になっていたためサポートが密集してはずせなくなったようです。
このミスは設定次第で回避できます。
仮に手動でサポートを付ける際は適切な箇所を見極めてサポートを付ける必要があります。
失敗例4 レジンが途中で足りなくなった

一番シンプルなミスかつ非常にもったいないミスです。
造形開始の際にレジンが足りるか足りないか微妙な場合は足しておきましょう:D
その他に考えられるミスプリント
その他のミスとして考えられるのが気温とレジンの温度による硬化不足かと思います。
これからの季節は暖かくなるため問題ないかと思いますが、冬場などではレジンが冷えるため紫外線反応しづらくなり、プラットフォームからの脱落や失敗例②のようなサポートの先から造形物が落ちている・造形されていないという状態になりやすいようです。
その際は暖房をかけた部屋で造形(普通のことを書いてますが)、ドライヤーなどでレジンを温める、サポートを太くする、サポートの数を増やすことで対処できます。
露光時間を伸ばしたり光の強度を上げたりすることでも対策できますが造形物への影響もあるかと思いますので注意しながら設定する必要があります。
また、プラットフォームからの脱落と機械側のトラブルで造形が失敗したことは一度もありませんでした。
この点に関してはPhotonよりはるかに優れています。
(Photonくんは1/3の確率でエラー&途中で造形が止まってしまいます。個体差でしょうか。。)
Hunterの場合はプラットフォームの水平出しを1度行えばバットを交換しない限り再設定不要です。
水平出しを行ってから問題なく造形できればそれでOKですが、プラットフォームに固着しないなどの症状でしたら水平出しができてないと思われますので再設定が必要です。
【関連記事】:【3Dプリンター】FLASHFORGE Hunter(ハンター)のプラットフォーム水平出し設定方法
また運用しながら気づいた点があれば追記していきます。
YouTube動画
光造形での油性レジンの洗浄方法と積層ピッチ確認、造形の失敗例についてまとめています。
エヌエスエスさんより全面監修頂いていますので光造形機入門用としてご覧頂けるかと思います。
